


ابتداییترین و اصلیترین مرحله در فرایند تولید محصولات استیل تخت، فرایند برش ورق استیل کویل است. این فرایند به طور مستقیم بر کیفیت محصول، راندمان و مقرون به صرفه بودن تولید تاثیر میگذارد. بر اساس مقاله منتشر شده در سایت steelwarehouse:
"کویل استیل یک محصول همه کاره است که میتواند در صنایعی مانند خودرو، لوازم خانگی، کشاورزی، ساخت و ساز و غیره استفاده شود."
در تمام این صنایع، اجرای دقیق برش ابعاد و داشتن لبههای تمیز برای مونتاژ، از جنبه عملکرد و زیبایی شناسی امری حیاتی به حساب میآید. از یک سو، برش دقیق قطعات، ضایعات را به حداقل میرساند و به خصوص در تولید با حجمهای بالا، هزینه مواد را کاهش میدهد. به عنوان مثال، روشهایی مانند برش چیدمان قطعات (آرایش قطعات در کنار هم برای حداکثر استفاده از ورق) که بهرهوری را بهبود میبخشد. از سوی دیگر، کیفیت بالای برش بر فرآیندهای پایین دست مانند جوشکاری، خمش و پوششدهی تاثیر گذاشته و زمان و هزینههای پس از تولید را کاهش میدهد.
در نتیجه و با توجه به این عوامل، انتخاب بهترین روش برش ورق استیل کویل برای حفظ جایگاه رقابتی در تولید، بسیار مهم است. در واقع، آشنایی با روشهای مختلف برش به تولیدکنندهها این امکان را میدهد تا انواع مختلف استیل (مانند زنگ نزن، استیل کربنی) با ضخامتهای متفاوت را به طور مفیدتری برش دهند و سرعت تولید را افزایش میدهد. استفاده از روشهای اتوماتیک و فناوریهای پیشرفته از قبیل لیزر و پلاسما نیز دقت و بهرهوری را بهبود میبخشد.
انواع روش های برش
به طور کلی، فرآیندهای برش ورق استیل کویل به دو دسته: 1) برش سرد (شامل روشهای مکانیکی یا سایشی بدون تولید گرمای قابل توجه) و 2) برش گرم (از قبیل فرایندهای حرارتی که مواد را ذوب یا تبخیر میکنند) طبقه بندی میشوند. انتخاب یکی از این روشها به خواص مواد، ضخامت، دقت مورد نیاز و نیازهای پس از تولید بستگی دارد. روشهای مکانیکی مقرون به صرفهترین روشهای برش برای تولید با حجم بالا هستند. در این روشها از تیغههای برشی یا پرس پانچ برای برش ورق استیل استفاده میشود. اما، دقت کافی برای تولید اشکال پیچیده را ندارند. روشهای برشی حرارتی مانند برش با استفاده از لیزر و پلاسما نیز برای برش قطعاتی استفاده میشوند که به دقت فوق العاده بالا نیاز دارند. در جدیدترین روشهای تولید و کاربردهای خاص که کوچکترین اعوجاجی در قطعات ممکن است ایجاد مشکل کند، از فناوریهای نوظهور مانند برش با کمک اولتراسونیک و برش الکتروشیمیایی استفاده میشود. برای راهنمایی و مشاوره خرید و انتخاب برش ورق استیل متناسب با نیاز شما با شماره 02191030645 تماس بگیرید.
برش سرد استیل
در روشهای برش سرد ورق استیل، از ایجاد گرمای قابل توجه به هنگام برش جلوگیری میشود. در واقع، در این روشها، با مشکل اعوجاج حرارتی و ایجاد مناطق متاثر از حرارت (HAZ) مواجه نمیشویم. این روشها برای برشهای حساس به گرما و کاربردهایی که دقت ابعادی بالایی نیاز دارند، ایده آل هستند. رایجترین روشهای برش سرد عبارتند از: برش مکانیکی ورقهای نازک، برش واترجت و ماشین کاری یا استفاده از ابزارهای CNC.
1. برش مکانیکی بهترین گزینه برای برش ورقهای نازک تا متوسط (کمتر از 10 میلیمتر) است. این روش نسبت به سایر روشهای برش سرد، کم هزینهتر است و حداقل ضایعات مواد را دارد.
2. در روش برش ورق استیل با استفاده از واترجت، از ترکیب آب پر فشار (تا 600 مگا پاسکال) با مواد ساینده (مانند گارنت) استفاده میشود. این روش، به ویژه، از نظر تطبیقپذیری عالی است و میتوان فلزاتی با اشکال هندسی پیچیده تا ضخامت 200 میلیمتر را تولید نمود.
3. از روشهای ماشینکاری و CNC نیز برای برش تیرهای استیل سازهها، لولهها و صفحات ضخیم استفاده میشود.

برش گرم استیل
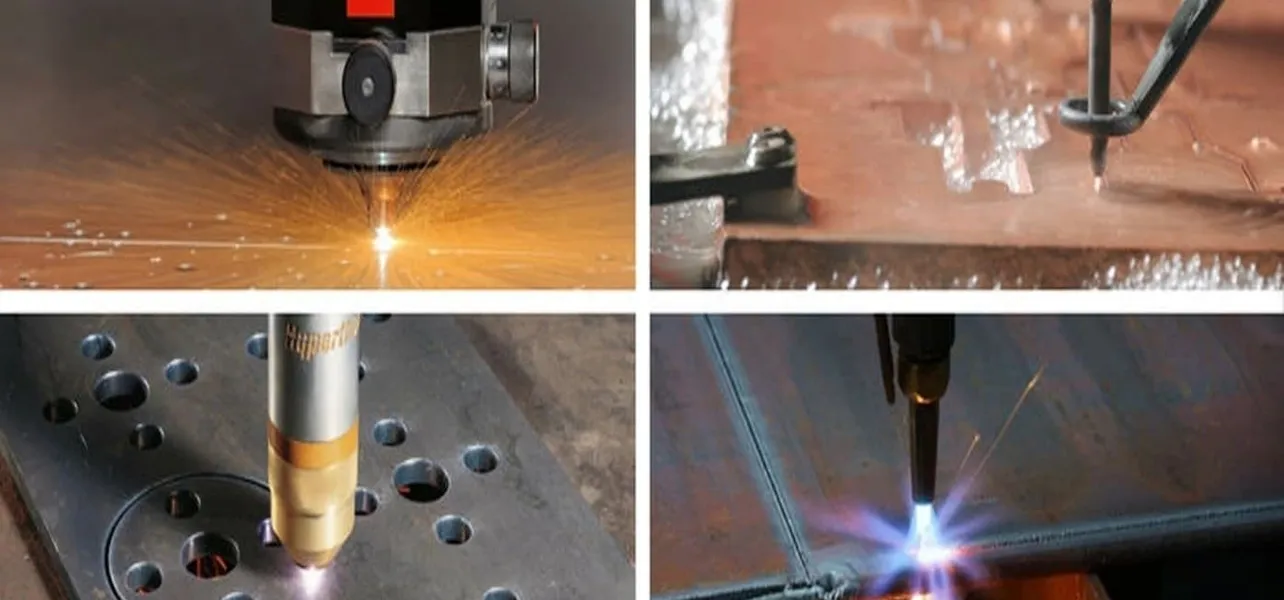
در روش برش گرم ورق استیل ، از انرژی حرارتی برای ذوب یا تبخیر استیل استفاده میشود. توسط این روش، میتوان صفحات استیل با ضخامتهای مختلف را سریعتر برش داد. اصلیترین روشهای گرم برش ورق استیل کویل شامل سه فرایند زیر میشود:
1) برش لیزری که از پرتو پرقدرت لیزر برای برش ورق استیل استفاده میکند. دقت فوق العاده بالایی دارد و لبههای صافی ایجاد میکند.
2) برش پلاسما که روشی مقرون به صرفه برای صفحات ضخیم تا 150 میلیمتر است، در عین حالی که سریعتر از روش برش با لیزر است، اما لبههای خشنتری تولید میکند.
3) و برش اکسی سوخت که اساس کار آن بر مبنای احتراق است و برای برش مقاطع استیل سنگین مناسب است.
با وجود اینکه، روشهای گرم برش ورق استیل کویل موجب ایجاد مناطق متاثر از گرما (HAZ) میشوند، اما سرعت و کارایی بالاتری نسبت به روشهای برش سرد دارند. پیشرفتهای اخیر، مانند تکنولوژی لیزرهای فیبر و پلاسمای با وضوح بالا، موجب افزایش بیشتر کیفیت برش و کارایی انرژی شده است. با وجود نیاز بالقوه به فرایندهای تکمیلی پس از تولید برای رفع مشکل اعوجاج حرارتی و اثرات HAZ، برش گرم اغلب در صنایعی که به توان عملیاتی بالا نیاز دارند، از جمله خودروسازی، کشتی سازی و ساخت و ساز استفاده میشود.
خدمات برش ورق استیل با لیزر
در روش برش ورق استیل کویل لیزری از یک پرتو لیزر متمرکز پرقدرت (از قبیل CO2 و فیبر) برای ذوب، سوزاندن یا تبخیر ورقهای استیل استفاده میشود. این روش، برای برش ورقهای نازک تا متوسط (تا 25 میلیمتر) ایدهآل است و به طور گستردهای در صنایع خودروسازی، هوافضا و الکترونیک از آن استفاده میشود. لیزرهای فیبر، کارآمدترین روش برای برش ورقهای نازک تا متوسط هستند و از لیزر CO₂ برای برش ورقهای ضخیمتر و فلزات بازتابنده استفاده میشود.

برش ورق استیل با دستگاه سی ان سی
برش CNC ورق استیل یک فرآیند برش خودکار است که در این روش، برای کنترل ابزارهای برش، از دستورات برنامه ریزی شده کامپیوتری (CAD/CAM) استفاده میشود. تکرارپذیری، دقت و کارایی بالا در ساخت قطعات صنعتی از جمله ویژگیهای این روش است. در واقع، از این روش برای برش استیل با استحکام بالا که ایجاد گرما در آنها میتواند باعث شکنندگیشان شود، استفاده میشود. این روش، نسبت به سایر روشهای برش سرد کندتر بوده و استهلاک ابزار در آن بالاتر است.
برش ورق استیل با شعله (هوا گاز)
در برش ورق استیل کویل با سوخت اکسیژن (که به آن برش شعلهای نیز گفته میشود)، از شعله با دمای بالا و اکسیژن خالص برای برش ورق و صفحات استیل استفاده میشود. این روش در واقع، یک فرآیند برش حرارتی است و به دلیل مقرون به صرفه بودن و قابل حمل بودن دستگاه برش، در اغلب صنایع سنگین مورد استقبال قرار گرفته است. از این روش برای برش مقاطع استیل ضخیم (معمولا 6 تا 300 میلیمتر) استفاده میشود. روش متداول و سنتی برش ورقهای استیل با شعله، برای استیل های معمولی عالی عمل میکند؛ اما در مورد استیل ضد زنگ، چدن و استیل های پر آلیاژ، چندان خوب عمل نمیکند. در این موارد، برش استیل به دو صورت انجام میشود: 1) تزریق کمک ذوب و 2) روش پودری.

روش تزریق کمک
در روش برش ورق استیل کویل استیل ضد زنگ، چدن و استیل پر آلیاژ توسط هوا گاز، به دلیل وجود ترکیبات کروم، سیلیکون و سایر مواد آلیاژی، یک لایه اکسیدی محافظ بر روی سطح ایجاد میگردد که به راحتی ذوب نمیشود. در نتیجه، فرایند سنتی برش این دسته از استیل توسط شعله، برش به خوبی انجام نمیشود. در این موارد، برای غلبه بر این مشکل و اصلاح تشکیل سرباره و بهبود کیفیت برش، از مواد کمک ذوب استفاده میشود. کمک ذوب (به عنوان مثال، ترکیبات سدیم یا پتاسیم) به جریان اکسیژن برش تزریق میشود. لایه اکسیدی را حل کرده و جریان سرباره را بهبود میبخشد. از این روش اغلب برای برش لولههای استیل ضد زنگ در نیروگاههای هستهای / شیمیایی، صفحات استیل ضد زنگ ضخیم برای کشتی سازی و بازیافت ضایعات استیل آلیاژی استفاده میشود.
روش پودری
در روش برش پودری ورق استیل توسط شعله، از پودر آهن استفاده میشود. پودر آهن به درون شعله دمیده میشود و با اکسید کروم موجود در لایه اکسیدی محافظ واکنش میدهد و یک ترکیب یوتکتیک با دمای ذوب پایین تشکیل میدهد. از این روش، اغلب، برای برش استیل ضد زنگ (ضخامت تا 300 میلی متر)، چدن و فلزات غیر آهنی استفاده میشود.
برش ورق استیل با پلاسما
برش ورق استیل کویل با استفاده از پلاسما، یک فرآیند حرارتی با دقت بالا است که در آن از یک گاز رسانای الکتریکی (پلاسما) برای ذوب و برش ورقهای استیل استفاده میشود. این روش، اغلب برای برش ورقهای ضخیم رسانای الکتریکی تا 150 میلیمتر، مناسب است. با وجود اینکه، هزینههای اولیه این روش نسبت به روش برش شعله، بالاتر است، اما، بهرهوری فوق العاده و انعطافپذیری مواد، آن را به گزینه انتخابی ترجیحی برای اکثر تولیدات مدرن فلزی تبدیل کرده است.

برش ورق استیل با نیبلینگ
یکی از روشهای مکانیکی برش ورق استیل کویل، نیبلینگ است. در این روش، از یک ابزار کوچک و سریع پانچ به نام "نیبل" برای برش ورق استیل استفاده میشود. در واقع، در این روش یک سری سوراخهای ریز کنار هم ایجاد میشود و به تدریج فلز به شکل مورد نظر برش میخورد. این روش برای برش ورقهایی با ضخامت 0.5 تا 6 میلیمتر مناسب است.
برش ورق استیل با گیوتین
برش ورق استیل کویل، با استفاده از قیچی گیوتین، یک روش برش مکانیکی - هیدرولیکی است. تیغههای تیز آن، برشهای تمیز و یکنواختی را ایجاد میکند. این روش، برای برش استیل سنگین طراحی شده است. در واقع، سریعترین و مقرون به صرفهترین روش برای برشهای مستقیم و تولید در حجم بالا است. معمولا برای تولید انبوه اشکال ساده مانند براکتهای فلزی، پنلها، کانال، فلنج و قطعات شاسی خودرو از این روش استفاده میشود.
برش کویل استیل
برش کویل استیل فرایندی است که طی آن کلافهای بزرگ استیل نورد شده، به ورقها یا نوارهای کوچکتر با طول و عرض دلخواه برش داده میشود. انجام این فرآیند، برای برش رول استیل به اشکال قابل استفاده در صنایع تولیدی، ضروری است. این روش به دو صورت انجام میشود: 1) برش پایه و 2) برش لبه.
برش پایه
در روش برش پایه ورق استیل ، برش به صورت طولی و در طول کلاف استیل نورد شده، انجام میشود. در این روش، از تیغههای دایرهای چرخان برای بریدن کلافهای پهن به نوارهای باریکتر استفاده میشود. در واقع، در این روش طول کلاف اصلی حفظ میشود، در حالی که عرض آن کاهش مییابد. از این روش برای تولید تریم خودرو، لمینیتهای ترانسفورماتور الکتریکی، نوارهای سقف فلزی و تولید قطعات لوازم خانگی استفاده میشود.
برش لبه
در روش برش لبه ورق استیل ، لبههای اکسید شده، نامنظم یا آسیب دیده کلافهای استیل برش داده میشوند. معمولا، 5 تا 50 میلیمتر از هر طرف کلاف برش داده میشود. با استفاده از این روش برش، کیفیت لبه کلافهای استیل برای استفاده در مراحل تولید پایین دست، بهینه سازی میشود.

برش ورق استیل نازک
برای برش ورقهای استیل نازک، به روشهای دقیقتری نیاز است تا از تغییر شکل، سوراخ شدن یا آسیب حرارتی جلوگیری شود. در اینجا پنج مورد از موثرترین روشهای برش ورق استیل نازک اشاره شده است:
1. بهترین گزینه برای برش اشکال پیچیده با دقت بالا در ورقهای استیل نازک با ضخامت 0.5-3 میلیمتر، استفاده از برش لیزری است.
2. بهترین روش برای برش نمونههای کوچک، منحنیها و اشکال نامنظم بدون اعوجاج حرارتی، روش نیبلینگ است.
3. بهترین روش برای برشهای مستقیم (مربع، مستطیل) در حجم تولید و تیراژ بالا، استفاده از روش برش گیوتین است.
4. بهترین روش برای تولید قطعات حساس به حرارت و ورقهای نازکتر با ضخامت 0.5-5 میلیمتر، استفاده از روش برش واترجت است.
5. بهترین روش برای برش سریعتر از لیزر برای ورقهای 1 تا 3 میلیمتری با هزینه کمتر، استفاده از روش برش پلاسما است.
برای راهنمایی و مشاوره خرید و انتخاب برش ورق نازک و ضخیم استیل متناسب با نیاز شما با شماره 02191030645 تماس بگیرید.
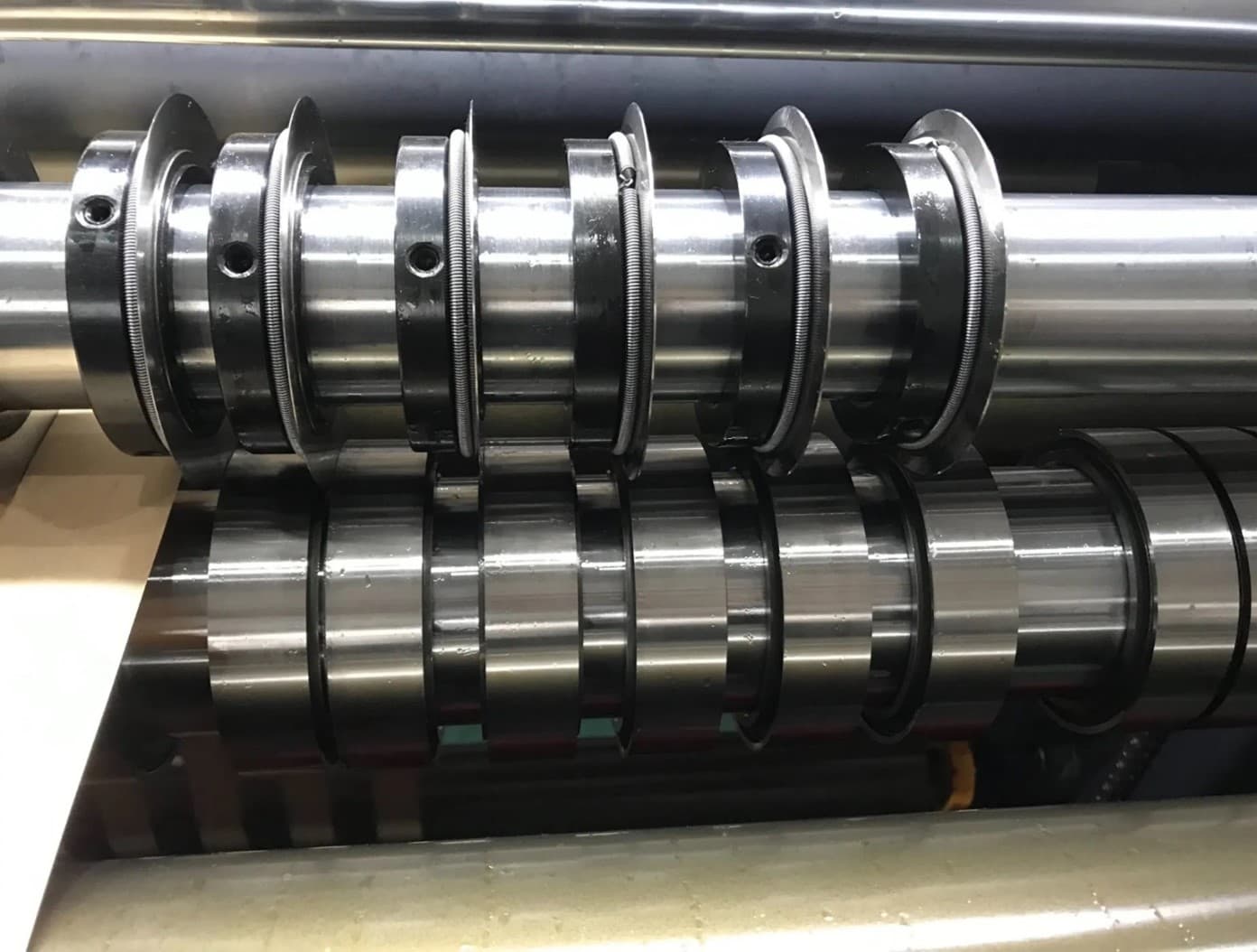
دستگاه برش طولی استیل کویل
از دستگاه برش طولی استیل کویل برای تبدیل کلافهای نورد شده استیل عریض به نوارهای باریکتر استفاده میشود. این دستگاه تولیدی، با سرعت بالا و به روشی مقرون به صرفه، نوارهای استیل دقیقی را تولید میکند. این دستگاه شامل تیغههای برشی است که به دقت تنظیم شده است. اغلب در صنایع خودروسازی، ساخت و ساز و لوازم خانگی از آن استفاده میشود.
نتیجه گیری
فرآیند برش ورق استیل کویل به عنوان مرحلهای حیاتی در تولید محصولات استیل ، نقش تعیینکنندهای در کیفیت نهایی، کاهش هزینهها و افزایش راندمان تولید ایفا میکند. با توجه به تنوع روشهای برش، انتخاب تکنیک مناسب به عواملی مانند جنس استیل ، ضخامت ورق، دقت مورد نیاز و الزامات پس از تولید بستگی دارد. روشهای برش سرد مانند مکانیکی، واترجت و CNC، به دلیل عدم ایجاد حرارت، برای قطعات حساس به دما و ضخامتهای متوسط ایدهآل هستند و ضایعات را به حداقل میرسانند. در مقابل، روشهای برش گرم نظیر لیزر، پلاسما و اکسی سوخت، با سرعت و انعطافپذیری بالا، امکان برش صفحات ضخیم و طرحهای پیچیده را فراهم میکنند، هرچند ممکن است نیاز به پرداخت نهایی برای رفع اثرات حرارتی داشته باشند.
انتخاب روش بهینه نه تنها هزینههای تولید را کاهش میدهد، بلکه جایگاه رقابتی تولیدکنندگان را در بازار تقویت میکند. در نتیجه، برای دریافت مشاوره تخصصی و انتخاب روش برش متناسب با نیاز خود از استیل امرداد، میتوانید با شماره ۰۲۱۹۱۰۳۰۶۴۵ تماس بگیرید.
سوالات متداول
1) چگونه کویلهای فلزی را برش میدهید؟
بسته به نیاز صنعت کویلهای استیل به وسیله دو روش برش مکانیکی شامل برش پایه و برش لبه به قطعات مورد نیاز صنعت برش داده میشوند.
2) بهترین ابزار برای برش ورق استیل ضد زنگ چیست؟
از آنجایی که استیل ضد زنگ حاوی مقادیری کروم است، بهترین روش برای برش آن، استفاده از روش برش پودری شعله است. پودر آهن با کروم موجود در استیل ضد زنگ واکنش داده و ترکیب یوتکتیک تشکیل میدهد که دمای ذوب پایینتری دارد.
3) برش کویل استیل چیست؟
برش کلافهای نورد شده استیل به قطعات مورد نیاز را برش کویل استیل مینامند.
4) فرآیند برش ورق فلز چیست؟
فرایند برش ورق شامل انتخاب بهترین روش بر اساس نوع ورق استیل و کاربرد آن و برش آن به قطعات مورد نیاز میشود.