



برشکاری ورق استیل بدون تغییر رنگ یک چالش جدی در صنایع فلزی است که تا حد زیادی بر کیفیت نهایی محصول تاثیر دارد. استیل با ترکیب شیمیایی خاص و سطح براق خود به حرارت و فشار حساس است و کوچکترین تغییر در فرآیند برشکاری، رنگش را تغییر داده یا کیفیت سطحش را پایین میآورد. ممانعت از تغییر رنگ ورق استیل در نمای ساختمان و صنایعی مثل خودروسازی، صنایع غذایی و تجهیزات پزشکی که در آنها ظاهر و کیفیت سطح خیلی مهم هستند، بسیار حیاتی است. انتخاب روش مناسب برشکاری، کنترل دقیق پارامترهای فرآیند و استفاده از تجهیزات پیشرفته نمیگذارد رنگ استیل تغییر کند یا آسیب به آن برسد. اگر در این زمینه مشکلی دارید استیل امرداد، مرجع تخصصی فروش انواع استیل، آماده ارائه مشاوره برای خرید استیل است. برای ارتباط با کارشناسان با شماره ۰۲۱۹۱۰۳۰۶۴۵ تماس بگیرید.

معرفی روشهای مختلف برشکاری ورق استیل
برشکاری ورق استیل به روشهای مختلفی انجام میشود که هر کدام دارای مزایا و محدودیتهای خاص خود هستند. انتخاب روش مناسب بر اساس ضخامت ورق، دقت مورد نیاز و تاثیر بر کیفیت سطح انجام میشود. در ادامه خواهیم دید روش برشکاری ورق استیل چیست.
برشکاری ورق استیل بدون تغییر رنگ با روش لیزری
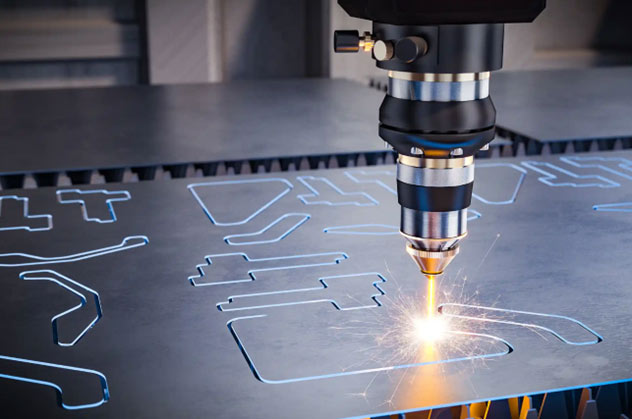
برش لیزری استیل با استفاده از یک پرتو متمرکز از نور مادون قرمز، ورق استیل را ذوب و تبخیر میکند. این روش دقت بالایی ارائه میدهد و لبههایی تمیز و بدون پلیسه ایجاد میکند، که برای طرحهای پیچیده و ورقهای نازک تا متوسط بسیار مناسب است. با این حال، منطقه تحت تأثیر حرارت (HAZ) ایجاد شده در این روش میتواند خواص متالورژیکی استیل را تغییر دهد. برای جلوگیری از انعکاس نور و محافظت از سطح استیل، اغلب از پوششهای مخصوص استفاده میشود.
برشکاری ورق استیل بدون تغییر رنگ با روش پلاسما
در روش برش پلاسما، گاز یونیزه شده با دمای بالا برای برش فلزات رسانا مانند استیل بهکار میرود. این روش سرعت بالایی دارد و برای برش ورقهای ضخیمتر مقرونبهصرفه است. اما، لبههای ایجاد شده نسبتاً خشن بوده و (HAZ) قابل توجهی تولید میشود. برش پلاسما بیشتر برای کاربردهای صنعتی که سرعت برش مهمتر از دقت است، مناسب میباشد.
برشکاری ورق استیل بدون تغییر رنگ با واترجت
روش برشکاری دقیق استیل با واترجت از یک جریان آب با فشار بالا و مواد ساینده برای برش استیل استفاده میکند. این روش بدون تولید حرارت عمل میکند و از تغییر رنگ و اعوجاج جلوگیری میکند. برش واترجت برای برش ورقهای ضخیم تا 6 اینچ و ایجاد لبههای بسیار دقیق و تمیز ایدهآل است.
برشکاری ورق استیل بدون تغییر رنگ به صورت مکانیکی
روشهای مکانیکی شامل قیچیهای فلزی و همچنین ارهها، گیوتین و سنگ فرز است که برای خمش و برش ورق استیل کاربرد دارند. اره نواری و اره دیسکی ساینده گزینههای کمهزینهای هستند که گرمای کمی تولید میکنند اما دقت کمتری دارند. سنگ فرز با تیغه الماسه نیز برای برش استیل مؤثر است، اما دقت آن کمتر از روشهای حرارتی و آبی است.

سایر روشهای برشکاری ورق استیل بدون تغییر رنگ
• برش اکسیسوخت: به دلیل مقاومت بالای استیل در برابر اکسیداسیون، به ندرت برای استیل استفاده میشود.
• ماشینکاری CNC: برشکاری CNC برای کارهای دقیق مناسب است، اما نیاز به ابزارهای تیز و فرآیندهای تکمیلی مانند پلیسهگیری برای دستیابی به سطح صاف دارد.
این روشهای برشکاری صنعتی بسته به نیاز پروژه و حساسیت سطح استیل، انتخاب میشوند. مثلاً برای جلوگیری از تغییر رنگ در برشکاری ورق استیل برای کابینت معمولاً از روش واترجت استفاده میشود.
تأثیر روش های مختلف برشکاری ورق استیل بر روی رنگ و کیفیت سطح ورق
انتخاب یک برشکاری ورق استیل بدون تغییر رنگ بیشتر از نظر کیفیت سطح مهم است. هر روش به دلیل تفاوت در میزان تولید حرارت، دقت برش و نحوه تعامل با ساختار متالورژیکی استیل، نتایج متفاوتی ارائه میدهد.
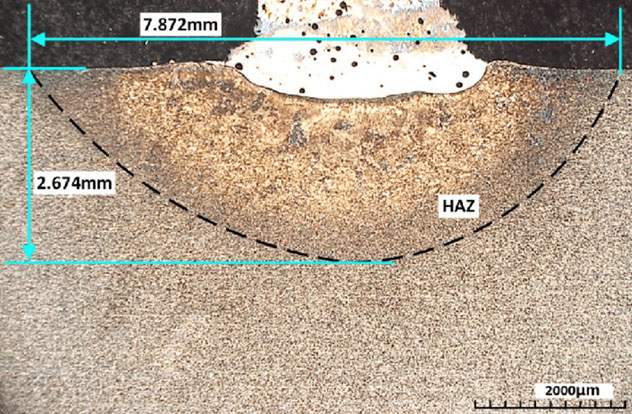
تأثیر منطقه تحت تأثیر حرارت (HAZ)
در برش پلاسما و برش لیزری استیل، حرارت شدید ناشی از فرآیند برش منجر به ایجاد منطقه تحت تأثیر حرارت (HAZ) میشود. این منطقه میتواند ساختار کریستالی استیل ضد زنگ را تغییر داده و باعث "حساس شدن" استیل شود، به این معنا که مرز دانهها به دلیل رسوب کاربیدهای کروم، مستعد خوردگی بیندانهای میشود. این پدیده در صنایع غذایی و پزشکی که نیاز به سطحی کاملاً تمیز و بدون تغییر رنگ است، مشکلساز خواهد بود.
سایت د فَبریکِیتِر در مقالهای که در آن درباره استفاده از سیستمهای تولید گاز نیتروژن در محل برای برش لیزری استیل پرداخته شده است گفته:
«خلوص نیتروژن پنجتایی (99.999٪) ممکن است برای کاربردهای گاز کمکی در برش لیزری بیش از حد نیاز باشد، اما برخی از اجزای دستگاه میتوانند از چنین خلوصی بهرهمند شوند. برخی از هدهای برش موجود در بازار به یک گاز نیتروژن خالص 99.999٪ به عنوان گاز تخلیه نیاز دارند و به گفته مسیک، برخی از سیستمهای تولید نیتروژن کوچک و اختصاصی طراحی شدهاند تا این گاز تخلیه را تأمین کنند. اگر در حال برش استیل ضدزنگ ضخیم هستید، خلوص 99.99٪ (چهار نُه به جای پنج) به جلوگیری از تغییر رنگ در لبه برش کمک میکند. برخی کاربردهای کماهمیتتر – مانند برش ورقهای نازک استیل نرم – احتمالاً به چنین سطح بالایی از خلوص نیازی نخواهند داشت.»
دقت و کیفیت لبهها
عدم تغییر رنگ در استیل در برش واترجت، بهعلت فرآیند برش سرد بدون حرارتش است که ناحیه HAZ ایجاد نمیکند. این روش لبههایی کاملاً صاف و بدون پلیسه ارائه میدهد که نیازی به پرداختهای ثانویه ندارد. در مقابل، برش پلاسما با تولید قوس الکتریکی، لبههایی خشن و ناهموار به جا میگذارد که نیاز به سنگزنی و پرداخت دارد. برش لیزری، اگرچه دقت بالایی دارد، اما در ورقهای نازکتر عملکرد بهتری دارد و در ورقهای ضخیمتر HAZ قابل توجهی ایجاد میکند.
ضخامت و نوع سطح
برش واترجت استیل در ضخامتهای بالا (تا 6 اینچ) بدون تغییر رنگ یا تاببرداشتن ورق، عملکرد فوقالعادهای دارد. در حالی که در برشکاری ورقهای نازک برش لیزری دقیق و مناسب است، اما در مواجهه با استیلهای انعکاسی نیاز به پوشش محافظ دارد.
در نهایت، برای حفظ رنگ و کیفیت سطح استیل، برش واترجت بهترین گزینه است، در حالی که برش پلاسما و برش لیزری استیل برای کاربردهای صنعتی که دقت سطح اهمیت کمتری دارد، مناسبتر هستند. اطلاعات ارائه شده در جدول زیر برای زمانی که میخواهید انتخاب مناسبی در مورد روش برش ورق استیل داشته باشید خیلی مفید خواهد بود.
جدول مقایسه روشهای برشکاری ورق استیل
|
روش برشکاری |
دقت برش |
سرعت برش |
تأثیر بر سطح ورق (تغییر رنگ) |
مزایا |
معایب |
|
واترجت |
بسیار بالا |
کند |
هیچ تغییر رنگی ایجاد نمیشود |
برش دقیق و بدون حرارت، مناسب برای مواد ضخیم |
هزینه بالا، نیاز به تجهیزات خاص |
|
لیزر |
بالا |
سریع |
ممکن است تغییر رنگ ایجاد شود |
برش تمیز، سرعت بالا، مناسب برای ورقهای نازک |
ایجاد حرارت، نیاز به سیستم گاز کمکی |
|
پلاسما |
متوسط |
بسیار سریع |
تغییر رنگ در لبهها ممکن است |
سرعت بالا، مناسب برای ضخامتهای زیاد |
دقت کمتر، نیاز به تمیزکاری بیشتر |
|
مکانیکی (اره/سنگ فرز) |
متوسط |
کند |
احتمال تغییر رنگ کم |
هزینه پایین، برای پروژههای کوچک مناسب |
دقت کمتر، نیاز به مراقبت بیشتر |
نکات فنی برای جلوگیری از تغییر رنگ در حین برش ورق استیل
برای جلوگیری از تغییر رنگ ورق استیل در حین برش، تمرکز بر کاهش حرارت در برش استیل و حفظ لایه اکسید کروم محافظ ضروری است.
مدیریت حرارت حین برشکاری ورق استیل بدون تغییر رنگ
• اجتناب از ابزارهای ساینده با سرعت بالا: ابزارهایی مانند سنگ فرز به دلیل اصطکاک زیاد، گرمای شدید تولید کرده و باعث ایجاد لکههای سوختگی میشوند. انجام برشهای سطحی متعدد به جای یک برش عمیق، تجمع حرارت را کاهش میدهد.
• تکنیکهای خنککاری: استفاده از پارچه خیس شده با آب در محل برش برای دفع گرما یا انتخاب برش واترجت، که بهطور کامل از تولید حرارت جلوگیری میکند، بسیار مؤثر است.
انتخاب ابزار مناسب در برشکاری ورق استیل بدون تغییر رنگ
• ابزارهای برش سرد: ابزارهایی مانند نیبلر یا قیچی صنعتی که بدون تولید حرارت فلز را جدا میکنند، برای ورقهای نازک (تا 1.5 میلیمتر) ایدهآل هستند.
• تیغههای مناسب: استفاده از تیغههای الماسه در ارههای مدور برای برش دقیق و کمحرارت توصیه میشود. تیغههای ساینده معمولی، اصطکاک و حرارت زیادی ایجاد میکنند.
تکنیک برش در برشکاری ورق استیل بدون تغییر رنگ
• سرعت کنترلشده: حرکت آهسته ابزار برای جلوگیری از گرمای موضعی. در برش با سنگ فرز، وزن ابزار به جای فشار دست، باید بر روند برش تأثیر بگذارد.
• ثابت نگه داشتن ورق: محکم بستن قطعه برای کاهش لرزش و جلوگیری از اصطکاک اضافی.
فرآیندهای پس از برشکاری ورق استیل بدون تغییر رنگ
• لبهگیری: از سایشهای غیر فلزی مانند پدهای Scotch-Brite برای حذف لبههای تیز استفاده کنید تا از آلوده شدن سطح با ذرات آهن جلوگیری شود.
• تمیزکاری: پاک کردن محل برش با محلول سرکه و آب (1:3) برای خنثی کردن باقیماندهها. استفاده از پاککنندههای کلردار ممنوع است، زیرا باعث خوردگی استیل میشود.
ملاحظات مواد برای برشکاری ورق استیل بدون تغییر رنگ
• انتخاب آلیاژ مناسب: استیل با حداقل 10.5٪ کروم (مانند گرید 304 یا 316) در برابر اکسیداسیون مقاومتر است. همچنین، تفاوت استیل 304 و 316 بر برشکاری بدون تغییر رنگ تأثیر دارد، زیرا استیل 316 چون حاوی مولیبدن است، حرارت بیشتری تولید میکند.
• پایان سطح: سطوح صیقلی کمتر دچار تغییر رنگ میشوند. برای حفظ کیفیت ورق با پرداخت #4، از پولیش Zep استفاده کنید.
با تمرکز بر روشهای کمحرارت، ابزار مناسب و مراقبتهای پس از برش، میتوان از تغییر رنگ و افت کیفیت سطح استیل جلوگیری کرد.
تجهیزات و ابزارهای برشکاری ورق استیل بدون تغییر رنگ
برای برش دقیق ورق استیل، انتخاب ابزار و تجهیزات مناسب از اهمیت ویژهای برخوردار است. هر روش برش، به ابزار خاص خود نیاز دارد تا دقت و کیفیت برش حفظ شود.
تجهیزات در برش واترجت
این دستگاه از آب با فشار بسیار بالا و ذرات ساینده برای برشکاری ورق استیل بدون تغییر رنگ استفاده میکند. پمپهای با فشار بالا، جریان آب را با سرعت زیادی به نازل میفرستند که برشهای دقیق میکرو را ممکن میسازد. این دستگاه هیچی حرارتی تولید نمیکند و رنگ سطح استیل را تغییر نمیدهد.
تجهیزات در برش لیزری استیل
دستگاههای برش لیزری استیل با لیزر CO2 یا لیزرهای فیبر به همراه تکنولوژیهای گاز-کمک (Gas-Assisted Technologies)، برشهای تمیز و دقیقی را ایجاد میکنند. لیزرهای CO2 بهویژه برای برش ورقهای نازک و متوسط استیل خیلی کارآمد هستند. دقت و سرعت بالای برش این دستگاهها معروف هستند و برای کارهای با کیفیت و پیچیده، مانند صنایع الکترونیک و خودروسازی، ایدهآلاند.
تجهیزات در دستگاه برش پلاسما
سیستمهای گاز یونیزه برای برش فلزات هادی مانند استیل طراحی شدهاند. این دستگاهها سرعت برش بالایی دارند و برای پروژههای صنعتی که نیاز به برش سریع و کمهزینه دارند، مناسب هستند. با این حال، لبههای برش ممکن است نیاز به تمیزکاری اضافی داشته باشند.
تجهیزات در ابزارهای مکانیکی
برای برش ورق استیل با دقت بالا، ابزارهای مکانیکی مانند ارههای نواری با موتور هیدرولیک و سنگ فرزهای با تیغههای الماسه توصیه میشوند. ارههای نواری با موتور هیدرولیک با توان بالا و دقت برش خود، برای برش ورقهای ضخیم مناسب هستند. سنگ فرزهای با تیغههای الماسه نیز برای برشهای دقیق و بدون تولید حرارت اضافی کاربرد دارند.
تجهیزات در دستگاههای CNC
دستگاههای CNC با ابزارهای ساختهشده از استیل تندبر یا کاربید، مخصوص ماشینکاری استیل طراحی شدهاند. این دستگاهها دقت خیلی بالایی دارند و برای برشهای دقیق و پیچیده مناسب هستند. این دستگاهها معمولاً در صنایع خودروسازی، هوافضا و سایر صنایع خیلی دقیق کاربرد دارند.
تجربههای عملی متخصصان برای برشکاری ورق استیل بدون تغییر رنگ
برشکاری ورق استیل بدون تغییر رنگ نیازمند استفاده از روشهای مناسب برای کاربرد و الزامات پروژه است. در اینجا، تجربههای عملی و توصیههای متخصصان در زمینههای مختلف برش ورق استیل آورده شده است.
تجربههای عملی مربوط به واترجت
متخصصان صنایعی مثل هوافضا و پزشکی، برش واترجت را بهعنوان بهترین روش برای برش دقیق و بدون ایجاد تنش حرارتی توصیه میکنند. این روش بدون تولید حرارت، هیچگونه تغییر متالورژیکی در سطح ورق ایجاد نمیکند و برای برش مواد حساس خیلی مناسب است. پس در صنایعی که دقت بالا و کیفیت سطح، اولویت دارد، برش واترجت گزینهای ایدهآل است.

تجربههای عملی مربوط به برش لیزری استیل
در صنایعی مانند خودروسازی و الکترونیک که ورقهای نازک بهطور مکرر استفاده میشود، برش لیزری استیل ترجیح داده میشود. متخصصان این صنایع به دلیل دقت بالا و سرعت برش از لیزر CO2 یا لیزر فیبر برای برش ورقهای استیل استفاده میکنند. این روش بهویژه برای برشهای پیچیده و دقیق، مانند قطعات ریز الکترونیکی یا قطعات خودرو، خیلیخوب کار میکند.
تجربههای عملی مربوط به برش پلاسما
برش پلاسما برای پروژههای صنعتی بزرگ و مقیاسبالا که نیاز به سرعت برش بالاتر دارند، توصیه میشود. متخصصان برش پلاسما را برای برش ورقهای ضخیم استیل با هزینه کمتر و سرعت بیشتر ترجیح میدهند. این روش برای کارهایی که دقت کمتری نیاز دارند، مانند ساخت قطعات بزرگ یا اجزای سازهای، ایدهآل است.
تجربههای عملی مربوط به ابزارهای مکانیکی
برای پروژههای کوچک یا کمهزینه، ابزارهای مکانیکی مانند ارههای نواری و سنگ فرز توصیه میشود. این روشها بهویژه در کارگاههای کوچک یا برای برش ورقهای نازکتر که به ابزارهای پیچیده نیازی ندارند، کاربرد دارند. متخصصان برش مکانیکی پیشنهاد میدهند که از تیغههای تنگستن-کاربید برای افزایش عمر ابزار و جلوگیری از آسیب به ورق استفاده شود.
نکته کارشناسی
متخصصان بهطور عمومی پیشنهاد میدهند که برای پروژههای پیچیده و ورقهای استیل با ویژگیهای خاص به ماشینآلات با کیفیت بالا و دستگاههای مخصوص برای هر نوع برش توجه کنید. همچنین، برای کار با مواد حساس و پیچیده، مشاوره با متخصصان و استفاده از تکنولوژیهای پیشرفته در برش از آسیب ناخواسته به استیل جلوگیری میکند.

سخن پایانی
بهطور خلاصه، روش برشکاری ورق استیل بدون تغییر رنگ، باید با توجه به نوع پروژه، دقت، سرعت و هزینه آن انتخاب شود. در کنار این روشها، جنس متریال هم تأثیر مستقیمی بر پایداری رنگ دارد، چون ترکیبات شیمیایی و پوششهای سطحی آن تعیینکننده مقاومت در برابر حرارت، اکسیداسیون و عوامل محیطی هستند. پس اگر در این فکر هستید که ورق استیل از کجا بخرم که مشکل تغییر رنگ در برشکاری نداشته باشم، استیل امرداد را معرفی میکنیم. ما بهعنوان مرجع تخصصی فروش انواع استیل، آمادهایم تا به شما مشاوره تخصصی ارائه دهیم. تیم کارشناسان ما با دانش و تجربه بالا، شما را در خرید انواع استیل و انتخاب بهترین روش برش راهنمایی خواهند کرد. برای ارتباط با کارشناسان ما، کافی است با شماره تماس ۰۲۱۹۱۰۳۰۶۴۵ تماس بگیرید.
سوالات متداول
1. کدام روش برشکاری برای جلوگیری از تغییر رنگ ورق استیل مناسبتر است؟
چون برشکاری واترجت حرارتی تولید نمیکند، بهترین روش برشکاری ورق استیل بدون تغییر رنگ است. این روش با آب پرفشار و مواد ساینده، بدون ایجاد منطقهی حرارتدیده (HAZ) ورق استیل را دقیق برش میدهد.
2. چگونه میتوان هنگام برش لیزری استیل از تغییر رنگ آن جلوگیری کرد؟
برای کاهش تغییر رنگ در برش لیزری، از گازهای کمکی مانند نیتروژن استفاده میکنند که مانع از اکسیداسیون سطحی میشود. همچنین، تنظیم دقیق سرعت برش و توان لیزر از ایجاد حرارت و تغییر رنگ میکاهد.
3. آیا انتخاب ابزار مناسب در برش مکانیکی از تغییر رنگ جلوگیری میکند؟
بله، بهکارگیری تیغههای الماسه یا ابزارهای با پوشش خاص و برش با سرعت پایین با کاهش اصطکاک و حرارت تولیدی، مانع از تغییر رنگ سطح استیل میشود.
منابع
1- https://www.omax.com/en/us/media-center/tips/waterjet-stainless-steel
2- https://www.linkedin.com/pulse/waterjet-cutting-vs-plasma-fiber-laser-detailed-comparison-wysong-wtcye
3- https://www.finepart.com/waterjet-precision/waterjet-cutting-stainless-steel/
4- https://www.montanstahl.com/blog/methods-cutting-stainless-steel-sheets/
5- https://yijinsolution.com/sheet-metal/how-to-cut-stainless-steel/
6- https://dwlaser.net/blog/best-tools-for-cutting-stainless-steel/